008615129504491

| Matériel | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Standard | ASTM F136, IS05832-3 |
| Taille | (1,0~12,0) T * (300~1000) L * (1000~2000) mm |
| Tolérance | 0,05-0,2 mm |
| État | M, recuit |
| État de surface | Surface polie et personnalisée |
| Rugosité | Ra < 3,2 µm |
Détection des défauts de surface à 100 % .
Cette partie de la surface d'inspection constitue la première étape du contrôle qualité. La barre est constamment mise en rotation afin de détecter d'éventuels défauts tels que fissures et bosses. Le cas échéant, les défauts sont marqués puis consignés dans l'inventaire des pièces défectueuses.
Instrument de mesure de diamètre 100 % infrarouge. Mesure précise du diamètre et contrôle strict des tolérances.
Les étapes détaillées de l'inspection sont les suivantes :
1. Avant de commencer l'inspection, le technicien d'inspection vérifie la plage de tolérances requise et définit les valeurs d'alerte.
2. Pour démarrer l'inspection, chaque barre est tournée uniformément à travers la zone d'inspection et les données de diamètre détectées sont affichées sur l'instrument.
3. En cas de diamètre supérieur ou inférieur, l'instrument d'inspection émet une alerte et la barre est mise au rebut ou polie deux fois pour réduire le diamètre.
Contrôle de rectitude à 100 %.
La tolérance de rectitude correspond au degré d'écart de chaque point de la ligne par rapport à celle-ci, la rectitude proposée étant de 0,3‰ à 0,5‰. Le procédé de contrôle détaillé consiste à placer une tige sur la surface d'une plateforme bien éclairée, à faire rouler la tige d'avant en arrière, et à mesurer l'écart entre la tige et la plateforme à l'aide d'une règle de 0,2 mm.
Détection des défauts par courants de Foucault à 100 %.
La bobine dans laquelle est placé le produit à inspecter est adaptée au contrôle des barres et des fils d'un diamètre de 3 à 14 mm. Le champ magnétique généré par la bobine agissant d'abord sur la paroi externe de l'échantillon, la détection des défauts de cette paroi est plus efficace. La détection des défauts de la paroi interne s'effectue par pénétration, sans endommager la surface ni les performances du produit.
Inspection ultrasonique à 100 %.
Ce procédé consiste principalement à détecter les défauts métallurgiques internes du produit conformément à la norme AMS 2631. Le produit est placé dans un bac et l'appareil est utilisé pour tester sa surface en effectuant un mouvement de va-et-vient tout en le faisant tourner. L'appareil affiche les résultats ; si la valeur de crête augmente soudainement, cela indique une hétérogénéité interne du produit.
Des essais de propriétés physiques ont été réalisés, notamment la résistance à la traction, la limite d'élasticité, l'allongement A (4D ou 4W min) et la réduction de section B (min). La microstructure (A1-A5) a été analysée par observation microscopique à fort et faible grossissement afin de déterminer sa gradation. Des certificats de qualité et des rapports d'essais réalisés par des organismes tiers seront fournis sur demande.
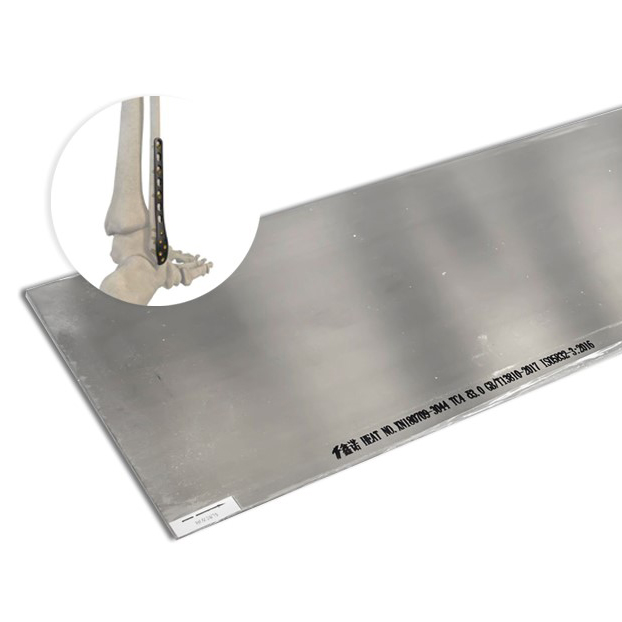
Notre entreprise est spécialisée dans la production de produits en titane. Ce matériau, de faible densité mais aux propriétés exceptionnelles, est largement utilisé dans le secteur médical. Il trouve de nombreuses applications dans le domaine médical : prothèses articulaires, traitements dentaires, implants médicaux, instruments chirurgicaux, etc. N'hésitez pas à nous contacter pour toute question !